汽车壳体低压铸造工艺与模具设计
汽车轻量化是汽车工业当前最重要的研究方向。尽量减轻汽车自重以降低油耗,通常是通过采用铝等轻质材料,开发先进的制造工艺而实现的,低压铸造由于不仅可以获得高质量的铸件,而且可以铸出重力铸造难以成型的薄壁复杂件,是汽车铸件生产的重要工艺方法。
1 壳体低压铸造工艺的设计
1.1 铸件结构分析
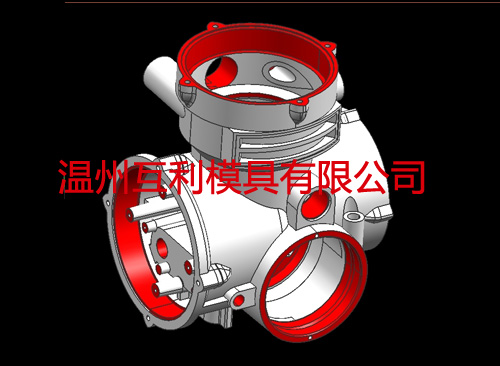
铸件结构如图1所示,平均壁厚为5mm,材料为高强度铸铝合金。该零件外形较复杂,外壁上具有多个圆孔,侧面法兰结构复杂,给取件带来较大困难。
1.2 浇注系统
压铸造工艺的浇注系统应使金属液平稳而迅速地充型,并有缓冲和除渣作用以及良好的补缩效果,以保证获得优质铸件。在大多数情况下,由于型腔的充填从最低点开始,金属液很少或不会产生飞溅现象,因而减少或消除了在型腔内形成氧化夹渣的可能性,所以无需设计复杂的浇注系统。通常,内浇口的位置选在铸型底部或铸件最厚断面处,其断面积的大小可以等于或稍大于金属液引入处铸件热节的断面积,而小于升液管顶端断面积。根据该铸件的结构特点,考虑到模具结构,该铸件的浇注系统设置在底部。
1.3 升液压力和升液速度
升液压力P1是指当金属液面上升至浇口(高度为H1米)时所需的气体压力,其值由式P1=μH1λ确定。在浇注过程中,H1将随着坩埚内金属液面的下降而增加,因此,对应的P1也应随之增大。
合适的升液速度应使金属液上升时顺利排出气体,又不在浇口处产生喷溅,同时,以金属液在升液管中流动速度的不同而起到撇渣作用(此时氧化膜及浮渣粘附到管壁上)。实践表明,升液速度一般以控制在50mm/s左右为宜。
1.4 充型压力和加压速度的控制
与升液阶段类似,充型压力随着充型高度上升而逐渐增大。当铸型充满时,压力达到最大值,常称此值为最大充型压力。
当铸件高度确定以后,就可以根据下式来计算充型压力值:
充型压力值
式中:P充为充型压力;H为合金液从液面上升到铸件顶部的总高度;r为合金液在浇注温度时的密度;μ为阻力系数,通常可取μ=1.0~1.5。
在升液管出口截面积一定的情况下,充型速度就取决于作用在合金液面上的气体压力的增长速度(称为加压速度)。为了获得质量良好的铸件,加压速度必须控制得当。
铸件进行低压浇注的升液和充型的加压曲线图。图中横坐标表示浇注时间t(s),左边纵坐标表示合金液所需充型的高度H(mm),右边纵坐标表示合金液充型到H高度所需的压力换算值(铝硅合金在700℃时的密度r=2.4,阻力系数μ=1.27)。图中的曲线,表示两种铸件的充型速度曲线。曲线ABC为薄壁复杂铸件的加压曲线,升液后快速充型,曲线ABD为厚壁简单铸件的加压曲线。
1.5 结晶压力和保压时间的确定
铸件在压力下结晶凝固是低压铸造的一个重要特点。在结晶压力的作用下,合金液经升液管、浇道向铸件不断进行补缩,可防止铸件产生缩孔和缩松,有利于获得组织致密的铸件。实践证明,结晶压力越大,则补缩效果越好。但是,增大结晶压力的方法不是在任何情况下都适用的。如浇注金属型薄壁铸件时,由于铸型散热很快,合金液充满型腔后会很快凝固,这时增大结晶压力,补缩作用甚微。该件为金属型工艺薄壁铸件,选择增压压力为0.1MPa。
铸件的保压时间应根据铸件的壁厚、结构、合金种类、合金的浇注温度、铸型温度及冷却条件等因素综合考虑。保压时间不够,会造成铸件“放空”缺陷;保压时间过长,则浇口残留长度过长,使铸件出型困难。该铸件的浇口开在菠壁处,保压时间可以短些,根据经验图表,该铸件取1min
1.6 浇注温度和铸型温度的确定
合模时的浇注温度与铸型温度对铸件的成形和结晶组织有直接影响。在保证铸件成形的前提下,浇注温度与铸型温度应尽可能低一点。浇温和模温过高,合金液吸气严重,缩松倾向大,且结晶组织粗大,会降低铸件的力学性能。反之,浇温和模温太低,缩松倾随趋减小,但合金液流动性能降低,补缩能力也降低。
由于壳体铸件为薄壁铸件,同时本工艺采用金属型,所以浇注前模具预热到200℃。
2 模具设计
模具设计的依据为济南捷迈生产的J452型低压铸造机。
2.1 型腔尺寸
考虑金属型材料线膨胀系数时,型腔尺寸dn可按下式计算:
型腔尺寸dn
式中:do为铸件公称尺寸(mm);yo为考虑金属型材料线膨胀及铸造合金线收缩的系数。
铸造合金线收缩的系数
式中:ε为铸造合金的线收缩率;dk为金属型材料线膨胀系数;tk为浇注前金属型预热温度;k为阻碍收缩系数,不大于1。
模具的材料为3Cr2W8V合金钢,其线膨胀系数为:14.7x10-6。
将有关参数代入得:
公式
例如,铸件外径对应的模具尺寸:
铸件外径对应的模具尺寸
2.2 模具壁厚
由于金属型的蓄热和散热能力和金属型的热物理性质有关,影响因素很多,因此现在还没有一个可靠简便的方法来确定不同条件下最适合的金属型壁厚。根据经验数据,模具壁厚取120mm。
2.3 模具结构
工艺参数确定后,即可根据铸件的结构进行模具设计,首先选取合理的开模方案,随后用NX软件进行模具的整体结构和金属型芯的设计。在模具的整体设计中,考虑到铸件外形和内腔的结构特点,采用了水平和垂直两分型面的结构。图3(a)为模具的整体结构,图3(b)、3(c)分别为左、右凹模的结构。
2.4 型芯设计
金属型芯根据其结构可分为两种:整体型芯和组合型芯。在本设计中由于采用两个分型面,所以采用整体型芯。型芯结构如图4所示。
金属型芯的结构
3 结束语
壳体为薄壁铝合金铸件,采用低压铸造工艺,并应用NX软件进行模具设计,大大缩短了生产周期、有利于提高尺寸精度和表面质量。
关键词:低压铸造
注:以上资讯整理由温州互利模具有限公司整理发布 转载请注明来源:http://www.wzhulimj.com