一、前言
压铸是指使用压铸机将铝、锌、镁、锡等的合金熔液注入模具后在熔融状态下加压成形并强制冷却,在短时间内生产大量尺寸精度高、内部结构致密性好的铸件,以减少机加工余量和保证铸件内在质量。因而,模具冷却循环水的合理使用,在复杂压铸模具中显得尤为重要。
二、循环冷却水对压铸模具的影响
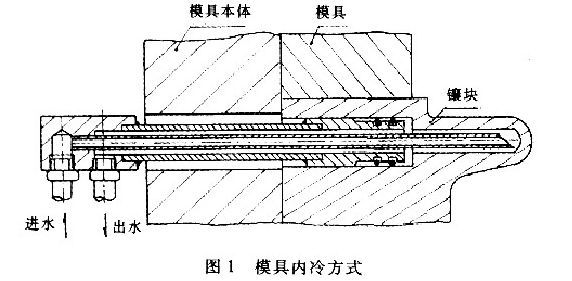
压铸模具冷却可分外冷和内冷,外冷是在铸件脱模后用喷头对模腔表面喷淋降温,并喷脱模剂;内冷是在模具内部通循环冷却水,是模具的主要冷却方式(见图1)。在东风本田发动机有限公司的国内首家轿车铝缸体压铸项目中,其复杂的缸体压铸模具的活动芯子及绝大部分的造孔销内部都通有冷却水,以控制模具的各部分温度。
模具的温度控制较高,虽有利于铝液在模具内的填充,并有利于铸件成形,但当模具温度接近300℃时,会产生明显的粘铝现象,使铸件表面粗糙或缺块,需要频繁打磨模具。与此同时,铸件在预定时间内未充分冷却就开模,铸件因冷却不足与模具间的脱模间隙未能充分形成,加上粘铝现象,脱模时会导致模块和造孔销受力过大而拆裂损坏(开模时的响声也会明显增大)。模具温度控制过低会影响铝液的流动性并引起铸件冷隔。我们希望模具各部分的温度不要相差过大,否则会因模具的热胀冷缩不均匀引起模块龟裂,而微小的龟裂会因应力集中现象和铝液的渗入不断扩展,以致模块局部崩裂,直接影响模具的使用寿命。在生产实践中,我们曾经遇到过因冷却水水质差产生水垢并引起部分冷却管堵塞,结果使动模一侧的活动芯子温度过高(表面温度接近300℃)导致模腔表面严重粘铝,几乎每班都要打磨模具,且在模块边角处龟裂现象明显增加。通过采取管道清通并改善水质的措施,情况明显好转。
三、模具冷却水对铸件质量的影响
模具各部分温度的高低视需要而异,工件壁厚较大部位的铝液凝固慢,模温可以稍低些;筋板、凸台部分或薄壁处为防止冷隔,要提高铝液流动性,模温应相对提高。控制好模具各部分温度,还可改变铸件中缩孔的分布状态(见图2)。我们生产的铝缸体毛坯,水套与螺栓孔间容易产生缩孔,造成水道与螺栓孔间泄漏,若加强造孔销的冷却,可使螺栓孔周围的铝液加快固化,而其它部分冷却慢,缩孔总是在铝液最后凝固的位置形成。水套与螺栓孔间的缩孔转移了,铸件的泄漏率便得到了控制。
模具冷却不良使模温偏高,除造成粘铝影响工件表面光洁度外,还会因工件未充分冷却成形而在脱模时产生拉应力,造成内部暗裂。在缸体毛坯压铸生产中,我们曾遇到过因定模冷却不良的毛坯在试压时,产生明显的泄漏现象。
为减少铸件内的气孔,模具要有一定体积的冒口和完善的排气通道。动静模间的排气间隙过小,铝液在填充过程中模腔内空气不能充分排出,会增加铸件内的气孔;若间隙过大,铝液会从缝隙冲出,形成过大的飞边。为解决排气顺畅又不使铝液外泄的这对矛盾,可在冒口外侧排气部位的冷铁处加水冷管道,当铝液把模腔气体通过冒口从较大间隙的气道顺畅排出时,铝液遇到有内冷的冷铁急速冷凝而不会引起过大的毛刺。为增强冷铁的冷却效果,除采用冷却水内冷外,有的还采用高导热合金材料。
四、冷却水系统
我们为保证现用的模具冷却水水质洁净,采用闭式冷却塔循环系统;为避免水垢堵塞管道,回路中装有多功能高频电子除垢器,并有加药防腐装置。为防止生锈,蓄水池中的金属构件全部采用不锈钢,且吸水口离池底一定距离,以免吸入沉淀物。根据缸体模具的需要,冷却水系统的冷却能力为100RT(RT—日本冷吨,1RT=3320kCal/h=3.861kW)最大冷却水循环量为13090L/min,供水压力0.3-0.4MPa,供水温度20-35℃,进出口水温差为5℃。
在日本本田汽车株式会社研修期间,我们仔细观察和分析了缸体压铸模具的冷却水系统。他们除了采用闭式循环系统外,还采用了计算机控制系统,模具上的各点温度可通过计算机设定。其模具上装有检测各部位温度的传感器,把各处温度转换成电信号反馈到计算机控制系统上与设定温度相比较,以调节各处冷却水的流量。
五、结束语
复杂模具的内冷却水直接影响模具的寿命和质量。像压铸缸体这样的复杂模具,其冷却水进出支管有上百支,要对模具各处的冷却水量作相应的调节,若采用阀门控制,不但布局困难,而且不能做到定量调节。只有采用计算机控制系统,才能便于调节和稳定模具各点温度。
模具的结构、工件的壁厚和复杂程度、气温的变化等,对模具的冷却水流量都有不同的要求,这需要通过一定时间的试验和摸索,以取得最佳数据。