压铸模具是由定模和动模两个主要部分组成的。定模固定在压铸机压室一方的定模模座上,是金属液压入压铸模具型腔的一侧,也包含部分压铸模具型腔,定模上有直浇道直接与压铸机的压室或喷嘴相连接;动模固定在压铸机的动模模座上,随动模模座移动与定模分开、合拢,对于需要设抽芯机构的模具,抽芯和铸件顶出机构通常也设在动模内。
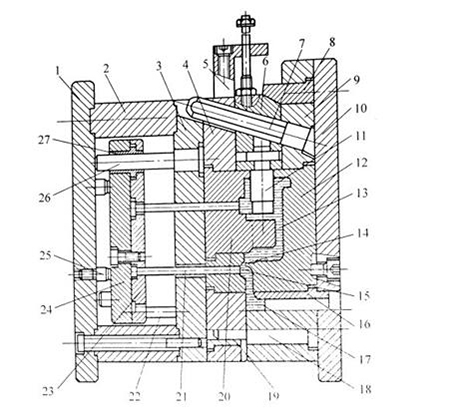
压铸模具的基本结构如图所示
1—动模座板 2—垫块 3—动模支承板 4—动模套板 5—抽芯限位挡块6— 抽芯滑块 7—抽芯斜销 8—楔紧块 9—定模套板 10—定模座板 11—侧抽型芯 12—定模镶块 13—型腔 14—内浇道 15—横浇道 16—浇口套 17—直浇道 18—导柱 19—导套 20—动模镶块 21—推杆 22—复位杆 23—推杆固定板 24—推板 25—挡钉 26— 推板导柱 27—推板导套
一套模具通常包括以下几个部分的结果单元:
1、成型部分
在定模与动模合拢后,成形一个构成铸件形状的空腔,称为型腔。按压铸件结构不同,型腔可以全部设在定模或动模内,或定、动模内各占一部分,构成型腔的零件即为成型零件。成型零件包括固定和活动的镶块与型芯,如图中的11、12、20所示。此外,浇注系统和排溢系统也是型腔的一部分。
2、模架
包括各种模板、座、架等构架零件。作用是将模具各部分按要求的相互位置装配和固定,并能使模具安装到压铸机上,图的1、2、3、4、9、10、18、19就属于这类零件。
3、导向零件
图中的18、19为导向零件,其作用是引导动模和定模合拢或分离,并保证分合模的精度要求。
4、推出机构
这是将铸件从模具中推出的机构,包括顶出和复位零件,还包括机构自身的导向和定位零件。如图中的21、22、23、24、25、26、27,对于重要和易损处(如浇道、浇口)的推杆,应采取与成型零件相同的材料来制造。
5、浇注系统
它是型腔与压室或喷嘴相连的通道,引导金属液按规定的方向进入模具的型腔,且直接影响金属液进入成型部分的速度和压力,由直浇道,横浇道和内浇道组成,如图中14、15、16、17所示。
6、排溢系统
是指排气槽和溢流槽系统。排气槽是排除压室、浇道和型腔中气体的通道;而溢流槽是储存冷金属盒涂料余烬的小空腔,溢流槽还具有调节模具温度的作用,有时在难以排气的深腔部位设置通气塞,借以改善该处的排气条件。
7、抽芯机构
对某些铸件,当型芯抽出方向与开合模方向不一致时,还需要在模具上设抽芯机构,以便将铸件从模具中取出,如图中的5、6、7、8、11所示。抽芯机构也是压铸模具中十分重要的结构单元,其形式是多种多样的。
8、冷却—加热装置
为了保持模具温度场的分布符合工艺的需要,有时模具内要设置冷却装置或冷却—加热装置,这对实现科学的控制工艺参数和确保铸件质量尤其重要。具有良好的冷却(或冷却—加热)系统的模具,其寿命可以大大延长。
9、其它
包括将各结构单元联接固定的螺栓以及定位和导销等。